Physiologically Efficacious Recycled Synthetic Polymers for Ro-bust Prosthesis Production in Low-income Countries
ABSTRACT
Numerous developments have championed the efficaciousness of the awe-inspiring prosthesis devices, yet the production process of prosthesis in many low-income countries remains unaffordable and inefficient. To combat the issue, the paper examines potential synthetic polymers, the most popular materials used in the prosthesis production process, through tensile testing to formulate a more robust prosthesis production process. The study then concludes that the recycled synthetic materials having the most optimal Yield Strength, Tensile Strength, Elongation, and Reduction of Area with overall high robustness are Polyamide-imide (PAI), Polypropylene (PP), and High-Density Polyethylene (HDPE). Implementing these materials to the prosthesis production process jointly with 3D printing and imaging (CAD and CAM) can be highly efficacious and physiologically appropriate to disfigured patients in low-income countries and the respective healthcare systems of their countries.
INTRODUCTION.
Since their emergence in the first millennium BC, prostheses have served as a medium of restoration, providing amputees and disfigured patients with reparations in both aesthetics and mobility. Drastic societal transformations and industrial advancements have propelled ubiquitous developments of these awe-inspiring devices, specifically in the spheres of production and usage [1] Stemmed from these developments are various prosthesis types with promising applications, such as bionics, which amalgamate electrical devices with mechanical structures to form seamless movements [1], or soft-tissue prostheses, which replicate the intricate anatomies and physiological compositions of their intended organs to a precise level of accuracy. [2]. The two precursory prosthesis types can be comprehensively categorized into the prosthesis domain of robust prostheses [2]. The designation of robust in this context refers to prostheses that can offer amputated users with high mobility, prolonged longevity of usage, accessible affordability, and precise aesthetics or appearance that principally mimic their intended replacement body parts [1].
Yet, two interrelated systematic problems have persisted in union with these innovations: the lack of robust and affordable prostheses for amputees in low-income countries (LICs) [3]. In the latter case, regarding the high economic cost of prostheses, its implications are more pervasive and pose more perceptible hindrances [2]. While in the former case: the unavailability of robust prostheses, nonetheless, is correspondingly destructive over time [2].
The proposed solution to ameliorate prostheses accessibility in LICs is through finding anatomically and physiologically efficacious recycled synthetic polymers from landfills to utilize in the prosthesis production process. This solution can both widen the range of efficacious material selection for prosthesis production and enhance the quality of produced prostheses for disfigured patients and the healthcare systems of their countries [3]. The paper showcases the graphical representation of the experimental procedure in the next column in Figure 1.
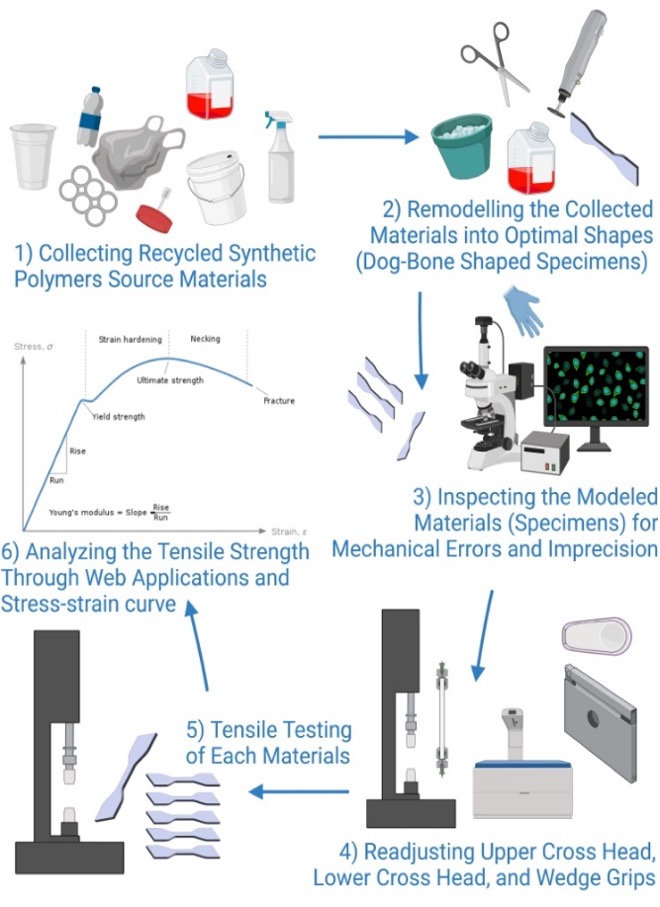
Figure 1. The graphical depiction of the experimental procedure. The experimental procedure encompasses three central sections: (1) material preparation, (2) material inspection (dog-bone shaped specimen), and (3) tensile testing. Adapted from BioRender.com
MATERIALS AND METHODS.
Selection and Collection of the Materials. The experimental process of the recycled synthetic polymers initially started with material selection. Accessibility and recyclability were the two principal components of the material selection process. The materials for this experiment were collected from the Da Phuoc landfill in Binh Chanh District, Ho Chi Minh City, and the Riverpark Premier Apartment waste distribution area in District 7, Ho Chi Minh city. The study selected a total of eight synthetic polymers type: (1) Polyethylene Terephthalate (PET or PETE), (2) Low-Density Polyethylene (LDPE), (3) Polypropylene (PP), (4) High-Density Polyethylene (HDPE), (5) Polyvinyl Chloride (PVC or Vinyl), (6) Polystyrene (PS), (7) Polyamide-imide (PAI), and (8) Polyphenylene Sulfide (PPS).
Description of the Selected Materials. PET or PETE is a lightweight and strong plastic often used in food packaging and fabrics (polyester); the experiment extracted the PET materials from beverage bottles and peanut butter food jars [4]. Next is the material LDPE, often used to produce soft, clear, and flexible synthetic polymers for the plastic wrap, beverage cups, and liner inside beverage cartons; the LDPE specimens for this experiment were derived from plastic cups [5]. PP has a high heat resistant property, making it ideal for food packaging and food storage; the PP specimens for the experiment were extracted from straws and bottle caps [4]. HDPE is distinct compared to the other types of synthetic polymers as it has virtually unbranched polymer chains in its chemical structure, which makes it highly dense; HDPE is commonly utilized in the production of daily utensils and pieces of equipment such as grocery bags, shampoo bottles, and medicine bottles (medicine bottles were explicitly used in the HDPE specimen’s development process of the experiment) [5]. PVC is predominantly used in toys, blister wrap, and medical tubing; the experiment utilized detergent bottles and product packaging as the source for the extraction of PVC specimens [5]. PS, commonly known as Styrofoam, is a rigid plastic with high insulation properties found in cups, food containers, shipping packaging, egg cartons, cutlery, and building insulation [4]. The PS specimens for the experiment were toy packaging and building insulation tools. PAI is a synthetic polymer that has good wear and radiation resistance, inherently low flammability, high thermal stability, and smoke emission; PAI parts can be found in jet engines, internal combustion engines, and general mechanical components [6]. The PAI specimens for the experiments were electrical gearings used in the production of high school robotics programs (specifically VEX Robotics). PPS is a heat resistant, dimensionally stable, and flame-retardant material; PPS is mainly used in car parts, mechanical parts, and electrical and electronic parts [6]. The PPS specimens for the experiment were mechanical parts in outdated electronic devices, specifically lamps and headphones.
Remodeling and Inspection of Materials (ASTM D638 Standard). The study remodeled the collected synthetic materials according to the ASTM D638 Tensile Testing Standard, often referred to as dog-bone-shaped specimens. ASTM D638 Specimen Tensile Testing tool set the standard for the structure and measurements of the tensile test specimen as 3.2 mm thick, an overall length of 165 mm, an overall width of 13 mm, gauge length of 50 mm [7]. The specimens were cut and refined through the Tensilkut II precision milling machine, which is designed specifically for machining flat tensile samples from metals and non-metallic materials [7]. The synthetic materials were loaded into the Tensilkut Master Template and clamped into place [7]. The micrometer dial is set to its initial position, and the cutting process then proceeds. After a series of light cuts (.0005” to .001” deep) the tensile specimen is complete and in accordance with ASTM D638 standard.
Tensile Strength Machine Adjustment and Tensile Testing. The experiment utilized the Plastic Tensile Testing Machine manufactured by the Presto Testing Instruments Company. The tensile Testing Machine is composed of an upper clamp system and lower clamp systems [8]. The upper clamp remains stationary throughout the experimental process while the lower clamps will change position [8]. The machine provides the precise cross-head speed varying between 50 mm to 500 mm per minute; the pancake and universal S-type load cells are added with an accuracy or margins of error of approximately around ± 0.15% for yield strength (measured by megapascals or MPa) [8]. The tensile testing process measured four crucial components from the eight respective synthetic polymers: (1) Yield Strength in megapascals (MPa), (2) Ultimate Tensile Strength in megapascals (MPa), (3) Percent Elongation in percentage (%) and (4) Reduction of Area in percentage (%).
RESULTS.
Part A: Yield Strength and Tensile Strength of The Respective Recycled Synthetic Polymers. As shown in the first graphing component of Figure 2 (Part A), the three materials with the highest collected Yield Strength measured in megapascals (MPa) are PAI, PPS, and PP. Followed by the highest-performing materials are the three lowest-per forming materials: PET, PVC, and LDPE. Yield Strength is the magnitude of the stress at which the transitional stage from the elastic stage to the plastic stage occurs [9]. Yield Strength is a constant number that represents the maximum limit of elastic behavior a specific material or, in this case, synthetic polymers possess [9]. High yield strength embodies exceptional performance under extreme structural loads [9]. The aforementioned quality can be highly beneficial for prosthesis as it facilitates robust movements and high usage longevity in produced prostheses, thus reducing economics and physiological burdens for amputees. The aforementioned three materials with the highest Yield Strength and best Yield test performance also exhibit the same Ultimate Tensile Strength test performance in the first graphing component of Figure 2. Compared to Yield Strength, the maximum stress amount a material can endure before the point at which it permanently deforms and becomes unable to return to its original dimension, Tensile Strength or Ultimate Tensile Strength is the maximum tensile stress a material can withstand before it fails and breaks [10]. The synthetic materials with the highest Tensile Strength with overall high robustness were PAI and PP. Surprisingly, HDPE did not perform as predicted and did not possess a significant Yield Strength. The chemical structure of HDPE follows the composition of tightly packed molecules in a uniform pattern together during crystallization, as compared to the less tightly packed molecule of LDPE, making HDPE denser and possessing higher resilience than LDPE [11]. However, the HPDE materials or specimens selected in the experiment behave differently from the expected behavior as it has an overall moderate yield strength quality which could be a result of higher temperature exposure or high heat exposure before the experiment, causing them to lose their rigidity and begin to melt.
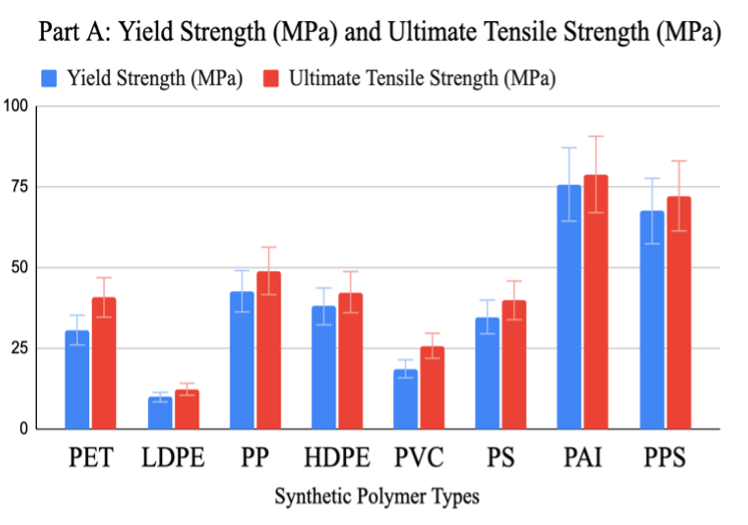
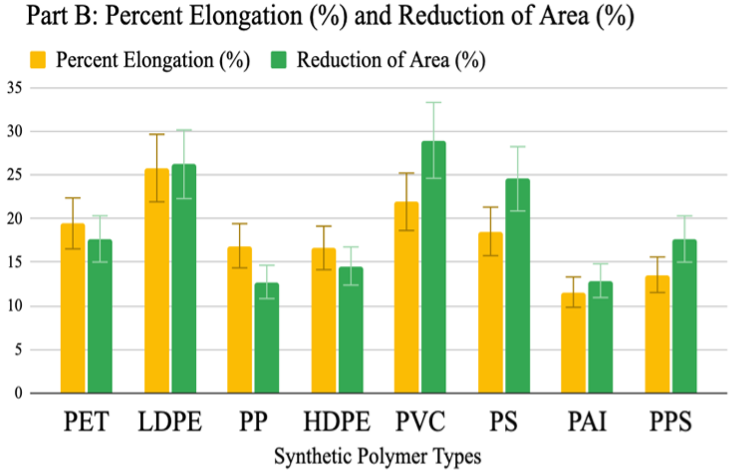
Figure 2. Comprehensive graphing of the materials in four categories expressed in two graphs: Part A and Part B. The MPa-based components and the percentage-based components are graphed with the inclusion of error bars (margin of error) and color distinction. Adapted from RStudio, Docs.Google, and Fractory.com
| Table 1. Comprehensive results of synthetic polymers testing through four categories with numerical values rounded to the hundredth place. | ||||
| Synthetic Polymer Types | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Percent Elongation (%) | Reduction of Area (%) |
| PET | 30.63 | 40.73 | 19.45 | 17.68 |
| LDPE | 9.92 | 12.34 | 25. 79 | 26.23 |
| PP | 42.65 | 48.93 | 16.89 | 12.75 |
| HDPE | 37.95 | 42.36 | 16.64 | 14.57 |
| PVC | 18.68 | 25.78 | 21.93 | 28.97 |
| PS | 34.72 | 39.83 | 18.54 | 24.56 |
| PAI | 75.65 | 78.73 | 11.58 | 12.89 |
| PPS | 67.42 | 72.09 | 13.57 | 17.67 |
Part B: Percent Elongation and Reduction of Area of The Respective Recycled Synthetic Polymers. Percent Elongation is inversely proportional to yield strength, tensile strength, and compression strength [12]. The greater the hardness, yield strength, and tensile strength of a material, the less it will elongate under stress; the percent elongation inverse property with the yield strength and tensile strength thus explained the numerical data in the second graphing component [12]. Similar to Yield Strength and Ultimate Test Strength, Elongation also has a vital role in manufacturing as it measures how much bending and shaping a material can withstand without breaking. As shown in the second graphing component of Figure 2 (Part B), the three materials with the highest Elongation and, therefore, lowest ductility or tensile strength are PET, PVC, LDPE. Specifically for LDPE, its chemical makeup of loosely packed plastic with lower density (high branching) and exposure to prior environmental factors before the recycling stage showcased a higher elongation percentage [13]. LDPE has more branching (on about 2% of its carbon atoms) than HDPE, so its intermolecular forces (referred to as instantaneous-dipole induced-dipole attraction or crystalline structure) are weaker, and its tensile strength is much lower than HDPE [13]. The PAI, PPS, and PP produced the lowest Elongation, which supports their potential usage as more robust materials out of the selected synthetic polymers. Percent elongation is useful in determining the ductility of a material. A material with a higher percentage will be more ductile, while a material with a lower percentage will be more brittle and likely to break. The utilization of materials with low percentage elongation to produce prostheses can strengthen the longevity and robustness of these prostheses, allowing them to better accommodate amputees with intensive lifestyles [12]. Percent Elongation is a component separate from Elongation at Break, which is factor proportional to tensile strength and yield strength; Elongation at Break is a measurement that shows how much a material can endure from the stretch as a percentage value derived from its original dimensions and sizes before it breaks [14]. Reduction of Area is directly proportional to Percent Elongation and inversely proportional to yield strength, tensile strength, and compression strength. For the Reduction of Area results, the lowest-performing synthetic polymers were PP, PAI, and HDPE. In contrast, the high-performing synhetic polymers were PVS, PS, and LDPE. The results for the Reduction of Area components further solidify the potential usability of PP, PAI, HDPE for robust prostheses production.
DISCUSSION.
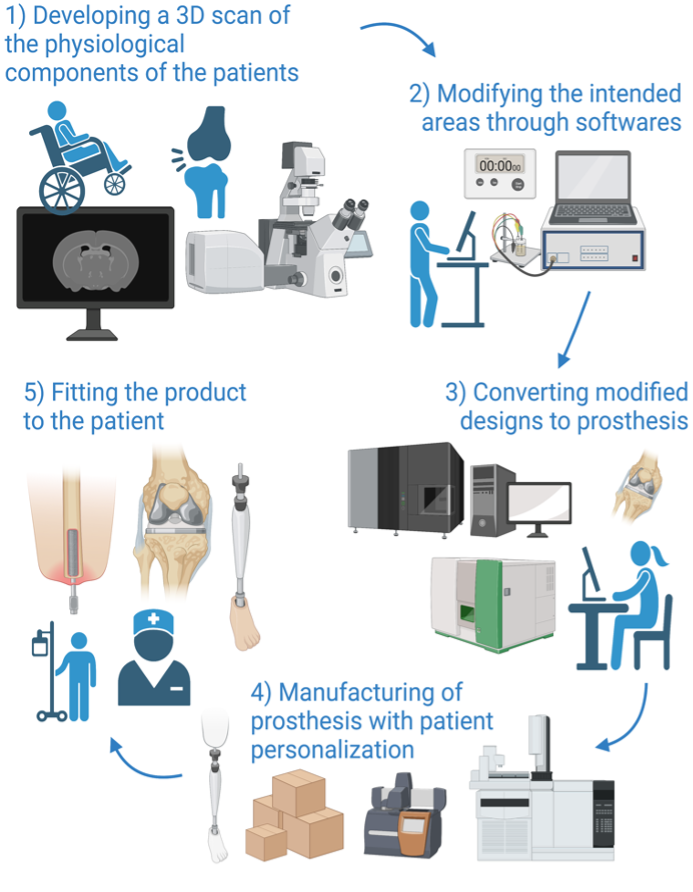
Figure 3. Schematic representation of the proposed prosthesis production process. The alternative prosthesis production process or cycle for the implementation of recycled synthetic polymers are structured into five core, patient-centric steps. Adapted from BioRender.com
Material Implementations to The Prosthesis Production Process. The developments of robust prostheses can follow that of novel technologies or prosthesis types that blend physiological effectiveness and affordability: bionic limbs, bioelectric transhumeral prosthesis, and tissue-engineered prostheses [2]. In conjunction with the recycling of waste materials, 3D-printing technology with centralization in CAD (Computer-Aided Design) or CAM (Computer-Aided Manufacturing) can be employed to design personalized prostheses with accessible resources in a practical time duration [15]. A current model of the prosthesis production cycle is (1) assembling a measurement of the body segment, (2) modeling a negative impression, (3) manufacturing a positive model, (4) modifying the positive model, (5) readjusting the prosthetic socket, (6) fitting to the patient. This model is proven to be highly ineffective and cost-prohibitive as it requires various adjustments and reassembling, primarily through time and aging of the disfigured users. The proposed prosthesis production model of the study is (1) developing a 3D scan of the physiological components of the patients or the disfigured organs, (2) modifying the intended areas through software such as CAD, SOLIDWORKS, Canfit, and Fusion 360, (3) converting modified designs to prosthesis, (4) manufacturing of prosthesis with patient personalization, and (5) fitting the manufactured product to the patient, which is often referred to as the try-on process [15].
Positive Reduction on Pollution Conditions in LICs Through Recycling. Given the current polluted conditions and environmental concerns that have prevailed in many LICs during the past years, the usage of materials from landfills, specifically the determined efficacious materials of the study (PP, PAI, HDPE), can help to improve the environmental conditions in LICs favorably. Furthermore, the usage of alternative materials can help provide LICs with locally accessible material reserves and reduce the rate of pollution [13]. Ongoing research efforts centered around the conditions of LICs, such as pollution and lifestyle, can offer particularized solutions and alternatives that can improve prosthesis provision within LICs [13].
CONCLUSION.
Insufficient provision of robust prostheses is a systematic problem that disfigured patients in LICs, and the healthcare systems of their respective countries have endured for a prevailing period. The utilization of the robust synthetic polymers from recycled materials can help to efficiently alleviate the costly and ineffective prosthesis production process in LICs. The study concludes that the robust polymers efficacious to prosthesis productions are PAI, PPS, PP, and HDPE. These materials have a high yield strength complemented with a low percentage of elongation, thus enhancing the ductility of the prosthesis components and facilitating high longevity in intensive lifestyles. The overall benefits of these robust synthetic polymers grants them better accommodation for afflicted amputees compared to ordinary and standard prostheses in the current medical technology domain. Furthermore, given the environmental concerns and pollution issues that reign pervasive in numerous LICs, the excavation and recycling of materials from waste substances from landfills can help reduce the pollution levels in LICs. Moving onto the production and fabrication process, 3D-printing techniques (specifically CAD and CAM methods) are currently the best approach to producing robust prostheses that mimic both function and appearance of the intended residual or amputated limb. Furthermore, incorporating the aforementioned 3D-printing materials can help to enhance the accuracy and functionality of the model or finished product to support the disfigured patient condition physiologically.
ACKNOWLEDGMENTS.
Thank you to Faculty Alissa Oakes, a current Ph.D. candidate and researcher at Brown University in the Department of Molecular Pharmacology and Physiology, for your supportive guidance, pivotal feedback, and unparalleled expertise during the development of this research paper. Thank you to Faculty Evelynne Fulda, a Clinical Research Coordinator at Massachusetts General Hospital and current Graduate Student at the University of Oxford, for your recommendations and support relating to the overall compositions of a healthcare-centered research paper and scientific writing components of the paper. Thank you to Candice F. Z. Chen, a current writer at The Harvard Crimson of Harvard University, for your advice regarding the experimentation and data analysis process.
REFERENCES.
- R. L. J. Cruz, M. T. Ross, S. K. Powell, M. A. Woodruff, Advancements in Soft-Tissue Prosthetics Part A: The Art of Imitating Life. Frontiers in Bioengineering and Biotechnology. 8, 7 (2020).
- What Materials are Commonly used for Prosthetics? APC Prosthetics (2021), (available at https://apcprosthetics.com.au/what-materials-are-commonly-used-for-prosthetics/).
- P. F. Pasquina, B. N. Perry, M. E. Miller, G. S. F. Ling, J. W. Tsao, Recent advances in bioelectric prostheses. Neurology: Clinical Practice. 5, 164–170 (2015).
- T. Hardin, 7 Types of plastic that are most common. Plastic Oceans International (2021), (available at https://plasticoceans.org/7-types-of-plastic/).
- A. Bahraini, 7 Types of Plastic that You Need to Know. Waste4Change (2018), (available at https://waste4change.com/blog/7-types-plastic-need-know/).
- 5 High Tensile Strength Plastics: PAI, Ultem, PEEK, PPS, & Nylon. Precision Plastic Machining, Die Stamping, Custom Plastics & More (2018), (available at https://readingplastic.com/high-tensile-strength-plastics/).
- E. Lawrence, ASTM D638: The Definitive Guide To Plastic Tensile Testing. Instron – Universal Testing Machines (2018), (available at https://www.instron.com/en/testing-solutions/astm-standards/astm-d638).
- Plastic Tensile Testing Machine – Presto Stantest Pvt. Ltd. prestogroup Presto Testing Instruments (2022), (available at https://www.prestogroup.com/products-new/plastic-tensile-testing-machine/).
- A. A. Mohammed, S. M. Haris, W. Al Azzawi, Estimation of the ultimate tensile strength and yield strength for the pure metals and alloys by using the acoustic wave properties. Scientific Reports. 10, 5–9 (2020).
- Tavio, R. Anggraini, I. G. P. Raka, Agustiar, Tensile strength/yield strength (TS/YS) ratios of high-strength steel (HSS) reinforcing bars. AIP Conference Proceedings. 1964, 6–9 (2018).
- N. Ojha, N. Pradhan, S. Singh, A. Barla, A. Shrivastava, P. Khatua, V. Rai, S. Bose, Evaluation of HDPE and LDPE degradation by fungus, implemented by statistical optimization. Scientific Reports. 7, 5–12 (2017).
- M. Jawaid, M. Thariq, N. Saba, Tensile Testing – an overview | ScienceDirect Topics. Sciencedirect.com. 5, 81–102 (2019).
- Polyethylene (Low Density) LDPE, LLDPE. BPF British Plastic Federation Bpf.co.uk (2019), (available at https://www.bpf.co.uk/plastipedia/polymers/ldpe.aspx).
- K. Sun, F. Li, J. Li, J. Li, C. Zhang, S. Chen, X. Sun, J. Cui, Optimisation of compatibility for improving elongation at break of chitosan/starch films. RSC Advances. 9, 4–8 (2019).
- Y. Jin, J. Plott, R. Chen, J. Wensman, A. Shih, Additive Manufacturing of Custom Orthoses and Prostheses – A Review. Procedia CIRP. 36, 199–204 (2015).

Posted by John Lee on Tuesday, May 30, 2023 in May 2023.
Tags: Assistive Technology, Biomedical Engineering, Prosthesis Production, Synthetic Polymers